Voorbeeld industrie
Solar
Rimas levert sinds 2000 standalone en turnkey lijn oplossingen voor het produceren van zonnepanelen. Of u nu een gevestigde producent bent of alleen maar de mogelijkheden aan het onderzoeken bent of het voor u interessant is om productie op te starten, u bent bij ons aan het juiste adres voor een passende oplossing of advies.
De Rimas standaard flexibele lijn
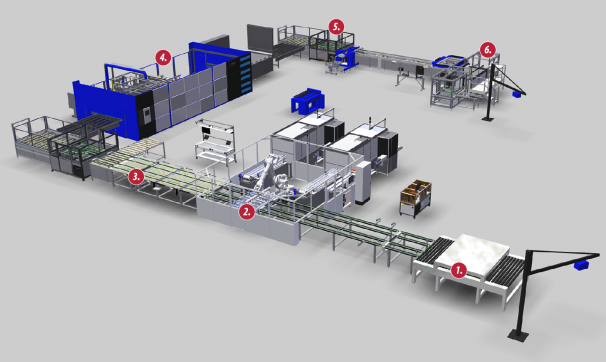
Als standaard oplossing hebben wij een semi-automatische lijn ontwikkeld. Dit is een 65 MW lijn die met een minimale investering te optimaliseren is naar een 130 MW oplossing. Het betreft een semi-automatische lijn, waarbij we afhankelijk van uw situatie een hogere of lagere mate van automatisering kunnen hanteren. Bij automatisering kunt u denken aan het volledige gamma: interconnectie, folie plaatsing, frame belading, be/ontladen van de lijn etc. Hieronder is een voorbeeld van deze lijn uitgebeeld, met een link naar korte filmpjes per productiestap.
|
|
|
|
|
|
|






1. Pre stringing
De eerste stap in het proces is het klaarleggen en schoonmaken van de glasplaat. Dit kan volledig handmatig, of geautomatiseerd met robots en glaswassers.
Ook worden hier de benodigde folies gesneden en de eerste folie op de schone glasplaat gelegd.
2. Stringing
Een belangrijke processtap in het processtap is het “Stringer”, het aan elkaar solderen van de onderlinge cellen in een lange string. Dit bepaalt in grote mate de kwaliteit van het eindresultaat. Wij adviseren hiervoor een volledig geautomatiseerde stringer. Een operator zorgt voor de toevoer van cellen in de vorm van cell-trays en de stringer soldeert cell voor cell aan elkaar. De stringer die wij momenteel hiervoor adviseren kan 2100 cycli per uur verwerken. Vervolgens worden, doormiddel van een robot, de gemaakte strings op de voorbereide glasplaat gelegd. Deze robot is uitgerust met geavanceerde vision om de plaatsing van de strings nauwkeurig te controleren.
Voor kleine productieplants of onderzoeksdoeleinden is het perfect mogelijk om handmatig te stringen. Mocht u hier geïnteresseerd in zijn neem dat gerust contact op voor wat meer informatie.
3. Interconnection & repair
Tijdens deze processtap worden alle losse stringer aan elkaar gesoldeerd om een serie te vormen. Momenteel wordt dit nog steeds meestal handmatig gedaan. Mocht voor uw situatie een geautomatiseerde soldeeroplossing rendabel zijn dan hebben we hier ook oplossing voor.
Wij adviseren om na de interconnectie een elektroluminescentie (EL) test uit te voeren. Deze test zorgt voor een “röntgenfoto” van de cellen en laat de gebruiker een duidelijk beeld zien van welke delen van een cel wel of geen stroom geleiden.
Vervolgens is er een station waarbij een paneel uitgevoerd kan worden voor eventuele reparaties.
4. Lamination
Laminatie, oftewel het aan elkaar smelten van de verschillende lagen in een vacuümoven, is de volgende processtap die cruciaal is voor een goed eindresultaat. Het wel of niet volledig verwijderen van alle zuurstof en het gelijkmatig verhitten van het complete laminaat geeft een compleet andere uitkomt. Om dit te verwezenlijken werken wij samen met Europese experts op het gebied van lamineren. Hiermee zijn wij in staat om hoge snelheidslijnen te bouwen die een perfecte laminatie garanderen. Met deze partners is het ook mogelijk om zonder extra tooling glas-glas panelen te lamineren.
5. Back end
In het back-end worden de laatste elementen aan het paneel toegevoegd. Dit betekent de volgende stappen:
- Een visuele inspectie om de resultaten van het lamineren te lamineren en alle redundante lijm die buiten het paneel uitsteekt te verwijderen;
- Het toevoegen van silicone of tape om het aluminium frame op zijn plek te houden
- Het persen van het frame rondom het laminaat;
- Het verlijmen en solderen van een junction box om een electrische verbinding met de buitenwereld te maken.
Al deze stappen kunnen tot enige mate in een manuele, semi-auto of volledig automatisch uitgevoerd worden.
6. Sun simulation
Tot slot bieden wij een aantal testen aan het einde van de lijn om de kwaliteit van het eindproduct te controleren. Wij adviseren op deze positie een viertal testen:
- Sun-simulation/flashing: Een lichtbron verzorgt een simulatie van de zon, waarmee het vermogen van het paneel gemeten kan worden;
- PE/aardingstest: Controleert of de 4 aluminium frames onderling verbonden zijn, zodat uiteindelijk op het dak maar één profiel geaard hoeft te worden;
- HV/Hoogspanningstest: Controleert of er een verbinding is van het netwerk van cellen naar het aluminium frame, zodat een installateur/gebruiker op het dak geen gevaar loopt;
Elektroluminescentie (EL) test: Hetzelfde als de eerder genoemde test. Deze keer niet om nog reparaties uit te voeren, maar om een duidelijk beeld te hebben van het eindproduct voor technische en commerciële doeleindes.


